Modern Crane Safety Systems and Technologies
<p>When you’re designing the specifications for a new overhead crane system, your number one goal should be to improve the safety of the overhead crane equipment and production processes at your facility. With modern technologies becoming more readily available and more affordable, the safety features available for overhead crane systems have never been better.</p>
When you’re designing the specifications for a new overhead crane system, your number one goal should be to improve the safety of the overhead crane equipment and production processes at your facility.

With modern technologies becoming more readily available and more affordable, the safety features available for overhead crane systems have never been better. Newer technologies now allow for:
- Remote monitoring and diagnostic information for individual components
- Automated drives to control the speed and motion of the crane
- Radio controls
- Collision avoidance systems
- Overload sensors and read-outs
In this section, we’ll walk you through some of the new systems and technologies that are available to help improve the safety, performance, and reliability of your overhead crane equipment.
Fall Restraint, Lifelines, and Walkways
OSHA states that Fall Protection is the #1 most frequently cited violation and they’ve established industry specific requirements (OSHA 1926.501 – Duty to Have Fall Protection) to reduce the risk that comes with working at height.
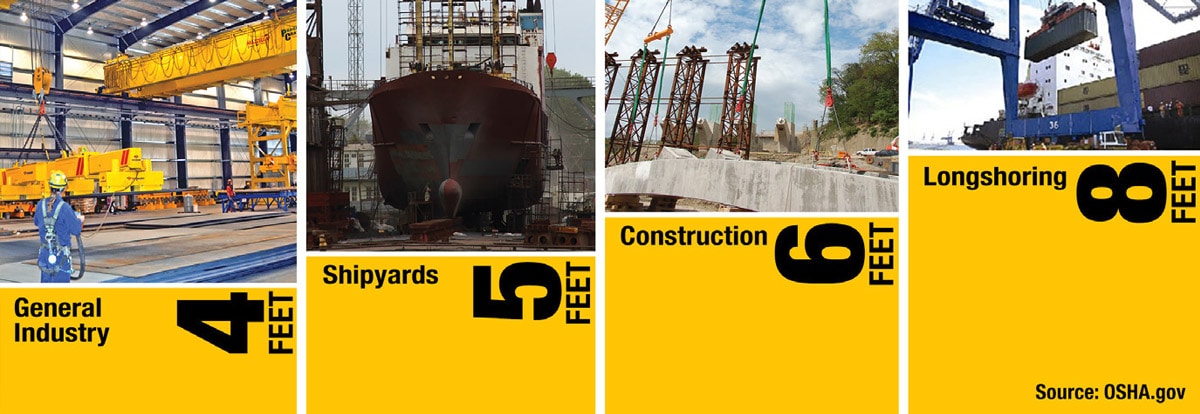
You may be surprised to learn that you can be cited for failing to use fall protection equipment at working heights of as little as 4-8 feet. See below for industry-specific guidelines:
- Four feet – General industry
- Five feet – Shipyards
- Six feet – Construction
- Eight feet – Longshore operations
Fortunately, compliance in fall protection is increasing and reaching the board rooms of many corporate executives—in part, because enforcement of mandatory training in fall protection started in May of 2017. If employers are not providing training on fall protection to their employees that are working at height, they can be cited for it.

Many business owners are looking to add fall restraints and engineered lifeline systems to existing overhead crane equipment, and are having it included in the specifications for new crane equipment being installed in their facility. Any operator or maintenance personnel working at heights, or performing service or inspections from a lift, should have some form of fall protection—whether it’s a lifeline system engineered into the design of the crane itself, or lanyards or harnesses available for their employees.
Crane walkways can also be designed for higher capacity cranes to provide maintenance personnel with a place to safely tie-off and service or inspect their crane. Walkways can also be designed with kick plates to avoid items falling off the edge onto workers below.
Buzzers, Sirens, and Horns
Per OSHA 1910.179, cranes equipped with radio controls or cab controls are required to have buzzers, horns, or sirens to provide an audible warning to other personnel while the crane or loads are in motion. These can also be added in addition to using a warning light for personnel on the ground who may not be able to see the crane’s warning lights.

In addition to the OSHA requirements, you should familiarize yourself with your state and local codes for audible warning device requirements. Some states like Michigan and California require the use of audible warning devices for any crane in motion—regardless of what control method the crane is using.
Warning Lights and Indicator Lights
Warning lights and indicator lights can be built into the design of an overhead crane to provide personnel on the ground with an idea of where the crane bridge is overhead and where the hook will be. These lights are automatically on when the crane equipment is turned on and running—helping to reduce accidents and operator error.
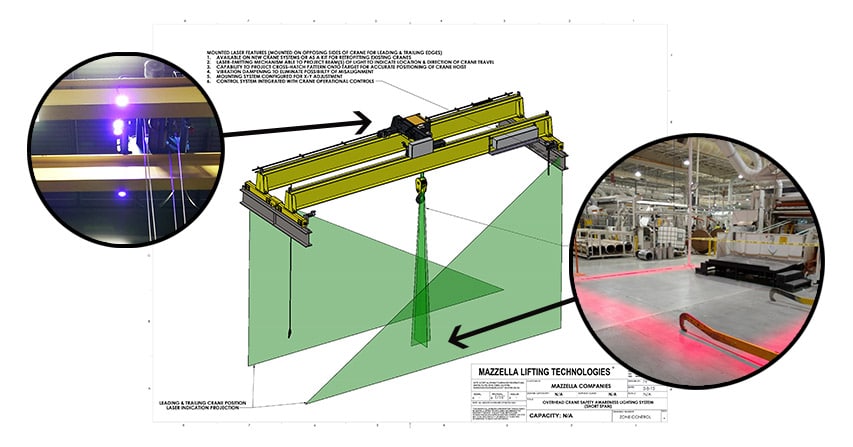
These bright red, blue, or white lights are mounted on the bridge or hoist of the crane and project directly onto the ground using lasers, LED lights, or a combination of both. The warning lights don’t take place of audible alarms, but provide an additional visual warning to pedestrian and motorized traffic in the immediate vicinity of the crane. These lights can illuminate an area up to 15 to 20 feet from approaching hooks and crane equipment in operation.
Operators can also use these lights as a point of reference tool to help them position the hoist and hook to make their picks or position a load.
OSHA 29 CFR 1910.179 requires the use of warning lights for any cab-operated overhead crane.
Variable Frequency Drives and Anti-Sway Technologies
With the introduction of variable frequency drives, microprocessors now control all the components of the drive system, and provide smoother acceleration and deceleration curves. This allows for smooth starts, smooth transitions, and smooth stopping which greatly reduces the strain on the gear boxes, couplers, girders, and other essential crane components. This also greatly prolongs the life of the brake system as the microprocessor controls and slows down the motor, while the brakes mostly act as a control to keep the crane from moving.

Also, by eliminating the abrupt starting and stopping of the crane, you get far less load swing because the crane moves in a controlled manner—making it safer for everyone on the floor.
Here are some of the inherent safety features built into most VFD systems:
- Safe Torque Off – A redundant hardware safety circuit that guarantees motor and brake power are removed when an E-STOP switch or safety controller opens the drive input, eliminating the need for external disconnects.
- Torque Proving – On some older systems, the motor is pre-torqued to guarantee that the load can be held before opening the brake.
- Load Check – Continuously checks for hoist overloads and prevents the hoist from lifting when an overload condition is detected.
- Brake Checks – Monitors the opening and closing of a brake to ensure that it is safe and healthy.
- Micro-Speed – Allows the operator to make slow, precise movements.
- Electronic Programmable Limit Switches – Allows slow down and stop limits without physically geared limit switches.
Collision Avoidance Systems
As the demand for workplace safety grows, collision avoidance systems have become popular as an automated way to control the motion of the crane to avoid accidents and collisions. Anti-collision technologies are becoming more common in facilities that are operating multiple cranes on one runway, have multiple runway systems in place, or have cranes operating in areas where there may be other obstacles or obstructions that can block the movement of the crane.

Collision avoidance systems use wired or wireless transmitters that emit radio waves, lasers, LED, or infrared light signals to transmit information to stationary receivers. These receivers process the signal from the transmitting device and use that information to determine the location of the trolley and bridge anywhere in the facility and what obstacles it may encounter. It can then slow or stop the motion of the crane or trolley if it determines there is the possibility for a collision. This helps prevent unintentional contact of the crane or trolley with mechanical end stops and other crane or monorail equipment in operation.
Another benefit of collision avoidance systems is they can be used to help prevent overloading of a runway system that multiple cranes are operating on. Keeping cranes far enough apart, whether they’re carrying a load or not, will help prevent undue stress and overloading on certain parts of the runway beams and supports.
Slow Down and Stop Limit Switches
Limit switches can be used for a variety of motion controls on an overhead crane. There can be multiple limit switches used in sequence to slow down and stop the travel of an overhead crane’s bridge, hoist, or hook block before it makes hard contact with something that could cause load swing.
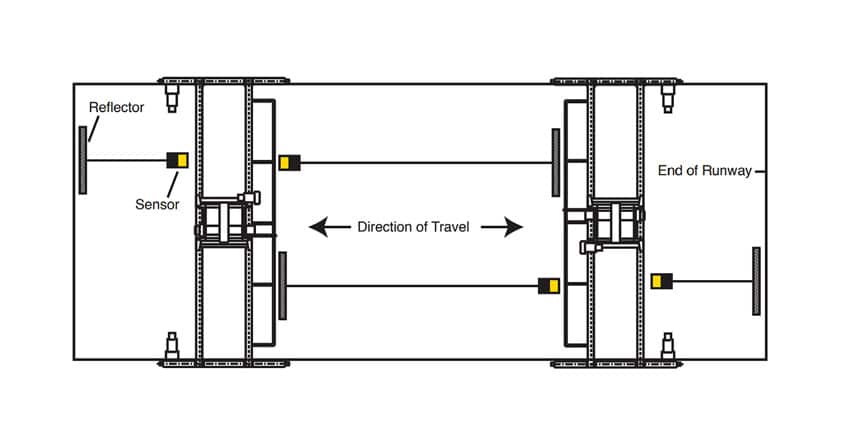
As the crane approaches the end of its safe travel limit, an electrical or mechanical switch will trigger and begin to slow down the hoist motion or travel of the bridge. If the hoist or bridge continue to travel, they will activate a stop switch which will immediately stop the motion altogether before it hits an end stop.
There can also be multiple limits set for the lifting and lowering motions of the hoist. When triggered, limit switches on a hoist can manage all of the following:
- Provide slowing and stopping motions to reduce mechanical wear on the hoist
- Control the speed and the height of the lifting or lowering motion to prevent load swing
- Provide a final safeguard to prevent the hoist block from making contact with the floor or the drum, which can cause the load to swing violently and even break the wire rope
Remote Radio Controls
A wireless remote transmitter with a series of buttons or levers is either held by the operator or is clipped onto a harness or belt worn by the operator. The remote transmitter sends a radio signal to a receiver unit mounted on the crane. This unit transforms the signal into electrical energy and passes it on to the intermediate relay unit on the crane, and the appropriate contact is activated to then move the crane up and down the runway, move the hoist or trolley side to side, and raise or lower the hook.

The main advantage of using radio controls for an overhead crane is that it eliminates the dependence on being tethered to the crane itself—either via cab controls or pendant controls. Because the operator doesn’t have to be near the load to lift, position, or lower it, radio controls can help protect them from hazards like:
- Vapor, smoke, or chemical exposure
- Radiation
- High heat or hot metals
- High voltage or electric shock
- High humidity
Not only can the operator work on the floor safely away from hazards, but they’ll also get a better vantage point to perform the lifts effectively. The operator doesn’t necessarily have to walk with the load as it moves down the crane bay, so radio controls help keep the operator away from trip or fall hazards like obstacles on the floor, workers, and other machinery or equipment in operation. They’re also ideal for higher duty classes like D, E, or F where the crane runs up and down the runways more often, and at a faster rate.
Productivity can also be improved with better visibility—helping with faster load positioning and damage control as the operator can better judge load and clearance obstacles from the ground.
Brake Slip Detection
If you choose to upgrade your crane’s brake system at the same time that you add variable frequency drive controls, you can greatly reduce the wear and tear and maintenance on your brake system. Having a microprocessor control the motor and slow the crane’s motion versus using the brakes to slow down the crane, can prolong the life of the brake system.
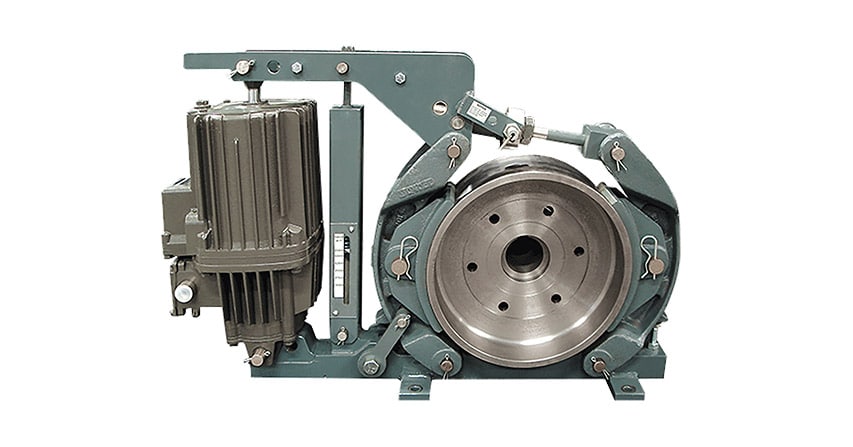
Overhead cranes with older brake systems can benefit from newer technologies like wear sensors and auto-adjust features. Auto-adjust features make sure the brake is always in proper adjustment, and doesn’t require maintenance or service personnel to manually and repeatedly adjust the brakes. This results in equal wear on the brake pads and less wear and tear on the moving components. When the sensors detect anything out of the predetermined variance, they can inform maintenance personnel when brake adjustment is needed.
Monitoring and Diagnostics
Cranes equipped with variable frequency drives or modern-style radio controls have the ability to provide diagnostics and monitoring of overhead crane equipment either on the equipment itself or to users in a remote location.

Operators, and production or maintenance personnel can use a radio or belly box, mobile device, tablet, or workstation computer to view real-time diagnostic data, including:
- Number of lifts and cycles that the drives have made
- Fault codes
- Capacity of lifts
- Maintenance requirements and intervals for individual components
- System amp draw and voltage
Maintenance personnel can monitor the time between recommended maintenance intervals for individual components and also use it as a tool to schedule preventative maintenance to help reduce equipment downtime. For example, by monitoring the predictable preventative maintenance schedule of a crane’s hoist, they can help improve the crane’s safety by knowing when the hoist has reached the end of its useful life so that they can either rebuild the internal components or replace it with an entirely new unit.
This diagnostic information also helps maintenance personnel troubleshoot problems with overhead crane equipment, and gives others the ability to remotely access the data and troubleshoot for more complex issues or specialized problems.
Another advantage to having a monitoring and diagnostics system is that the crane can alert the operator, safety managers, or other designated personnel if it has been overloaded. An overload occurs when a lift exceeds the crane’s rated capacity. Overloads are prohibited according to OSHA and ASME B30 standards, and can stress and damage the crane equipment—putting nearby employees in danger if the crane were to fail.
If the crane is making a lift near, at, or in excess of a calibrated capacity, the drive system can send a read-out to end-users through a variety of methods, including:
- Displaying on the operator’s radio control or belly box
- Displaying on pendant stations equipped with an LED read-out
- Displaying on the crane itself, so the operator can read the load the crane is lifting
- Sending it to a remote laptop or workstation
There are also more basic ways to determine if you’re overloading a crane’s capacity, including installing a load cell sensor that measures the tension force on the hoist’s wire rope. When the load exceeds a pre-determined percentage of the rated capacity (usually 100-125%), the overload device temporarily stops the hoist so that the only further action the crane can perform is to lower the load.
Wrapping it up
Ultimately, providing training for your overhead crane operators is the most important thing you can do to make your overhead lifting program safer. A 30-year old crane with single or dual speed drives can be operated just as safely as a brand new crane with variable frequency drives and a collision avoidance system. It doesn’t matter how many bells and whistles you add to an overhead crane system if the operators haven’t been trained on how to run it safely.
The CMAA Crane Operator’s Manual clearly states:
“It is the responsibility of the owner of the Crane to make personnel aware of all federal, state and local rules, codes, and plant safety rules and regulations and instructions, and to make certain operators are properly trained.”
As the owner of the crane equipment, it’s up to you to arrange for the following:
- Have your operators trained by a Qualified Person (per ASME and CMAA)
- Determine the frequency of training your operators receive
- Have your overhead crane inspected to OSHA, ASME, and CMAA standards