Description
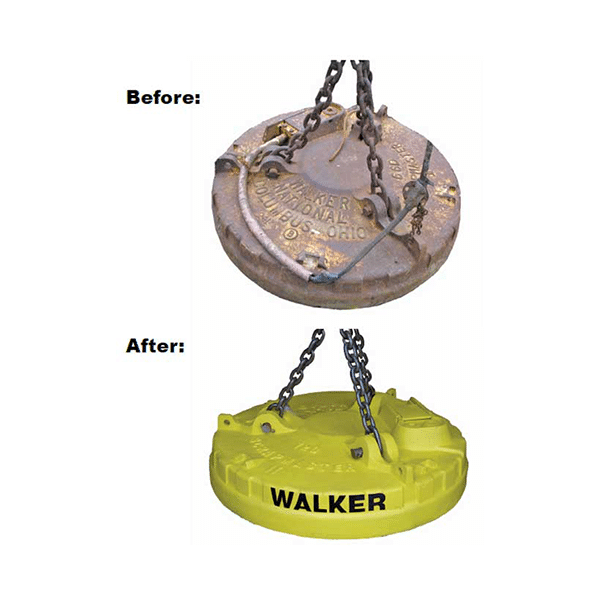
Take a step-by-step tour of the Walker repair facility and see how a scrap magnet is repaired and remanufactured.
- When a magnet is received, the first step is to assign it a Job Number and complete a “Magnet Service Report.” Each magnet is electrically tested and mechanically inspected to determine the condition of the magnet.
- Next, the magnet is disassembled by machining or a controlled arc process. The parts are then inspected, noting those needing reconditioning or replacement. At this point, a quotation is prepared and sent to the customer.
- After the quotation has been approved by the customer, mechanical parts are cleaned and sand blasted in preparation for reassembly.
- The copper or aluminum conductor is then cleaned and inspected, noting any that are out of specification or needing replacement. Failure to replace conductor with the same gage leads to premature failure.
- Engineering then creates a Computer Aided Design (CAD) drawing for the Production Department, along with a detailed bill of materials for the store room.
- Coils are wound turn by turn with Nomex insulation in between each turn. When winding aluminum, the last three turns are wound with copper conductor.
- After winding, the coil is tied off with vertical straps of copper. Alcuplate is used to join the aluminum conductor to the last two turns of copper conductor. Alcuplate prevents galvanic corrosion, and Walker is the only manufacturer to use this quality material.
- Components are inspected against O.E.M. drawings and remanufactured to the latest revision. Following a milling process, the magnet is ready for reassembly.
- After the coil is installed in the case and properly insulated, the bottom plate is inserted and pressed to 4,000 psi and tack welded. The magnet is then heated to 300º F to remove moisture before being semi-automatically welded to permanently create a water tight seal.
- The magnet is then vacuum impregnated with a specially formulated insulating potting compound and baked to more than 350 degrees to produce a water tight fit and cure the potting compound.
- In this final stage, all magnets are then electrically tested. The values are recorded to create a historical record in their individual folder as part of a future failure analysis process.
- Prior to shipment, the magnet is painted and fitted with new pins. The chains are reattached and inspected for wear. The customer is advised if chains appear worn. The completed magnet is ready for shipment or to be put in a customer’s individual Magnet Exchange Program inventory.
- Whether on a contract carrier or our own trucks, Walker delivers the highest quality new or remanufactured magnet to your facility.



