Variable Frequency Drives: Smart Motor Controls for Overhead Cranes
Do you battle with an older overhead crane system to keep it up and running? If your crane seems to break down or needs frequent repair due to worn-out parts, you may be able to extend its service life with a smarter and more efficient drive control system.
Does it seem like you’re battling with your older overhead crane system to keep it up and running? Maybe it feels like all you do is tear apart gearboxes and replace the worn-out parts and couplers. Or, maybe you’re constantly taking your equipment offline to replace your crane’s worn down brakes.
If this sounds familiar, you’re not alone. At Mazzella, our Overhead Crane Service team stays busy with maintenance requests, emergency and warranty repairs, and routine inspections. But did you know we also specialize in overhead crane upgrades and modernization? If your crane seems to break down or needs frequent repair due to worn-out parts, you may be able to extend its service life with a smarter and more efficient drive control system.
Keep reading to learn more about how adding a state-of-the-art variable frequency drive can:
- Control all of the motorized motions on an electrified overhead crane
- Reduce excessive wear to multiple crane components
- Improve the performance, safety, and efficiency of your overhead lifts
What is a Variable Frequency Drive and What is it Used For?

Variable Frequency Drives, or VFDs, were introduced to the material handling industry in the late 80’s-early 90’s after the birth of low cost high speed power transistors. Variable frequency drives were designed to allow greater precision and control of single-speed and 2-speed motors.
Initially, they were only specified on the bridge and trolleys of high-speed Class D and Class E cranes. Today, they’re used to control every motorized motion on a crane—including the hoist, bridge, trolley, and even hook rotation in certain applications.
Just like the name implies, a VFD varies the frequency to an AC motor by creating a sinusoidal wave. By varying the voltage and frequency supplied to the motor, the drive “tricks” an AC motor into thinking it’s at synchronous speed, even when it’s not. This creates better and smoother motor controls and allows for adjustable speed controls and adjustable acceleration and deceleration ramps.
As the cost of these systems have come down, they’ve increased in popularity and today get specified into all types of crane systems—ranging from lower-duty package crane systems, all the way up to high capacity/high duty cycle process cranes.
What Type of Control Systems Did Variable Frequency Drives Replace?
Prior to the introduction of variable frequency drives, overhead crane operators controlled their cranes using contactor-based controls. For lower duty cycle cranes, the systems were equipped with either a single-speed or 2-speed motor. For higher duty cycle cranes, they used what was called a wound rotor motor.
Single-Speed or 2-Speed Motors
On a single speed motor, the operator pushes a button and the motor accelerates as fast as it can, depending on the load. As soon as the button is released, the brakes set and the crane stops. So, if your crane is equipped with a motor that operates at 50 fpm (feet per minute), then that’s the only speed that it can work at.
On a 2-speed motor, there are two speeds available for the crane to operate at—typically within a 3:1 ratio. So, if the crane is equipped with a 2-speed motor, it can operate at 40 fpm or 120 fpm, but there are no other speed options in between.
These lower duty cycle applications can be equipped with “Soft Start” technology, also known as a Reduced Voltage Starter. This technology reduces voltage to the motor which results in a reduction in acceleration at startup and reduces the amount of torque being applied to the overhead crane’s drivetrain during acceleration. However, this control method generates a lot of heat and is not recommended for high-use/high duty cycle cranes, because it can quickly overheat their motors.
Wound Rotor Motor Controls and DC Controls
Years ago, process cranes and other high-performance crane systems were using an effective but fairly complicated motor control system called wound rotor controls. This consisted of windings on the rotor of the motor, which are then brought out to slip rings, then brought out to brushes, and then to resistor banks. Using this system, you could control the acceleration of the motor by changing the resistance on the rotor of the motor.
These systems worked well, but were a headache to troubleshoot problems due to all of the wiring and complexity built into the system. Other high duty cycle cranes used high performance speed, or DC controls, to provide the operator with more motor controls for the crane. These are still popular in mills today, but they’re also a complicated design and inefficient use of the controls.
Podcast: Variable Frequency Drives – A Deeper Dive
Mazzella Companies | Cranes 101
What are the Advantages of Using Variable Frequency Drives?

One of the greatest benefits of upgrading your overhead crane with variable frequency drive controls, is that they’re so adaptable to any type of crane application.
Lower-end systems designed for modular cranes come standard with 30-40 programmable control parameters. On cranes with single-speed or 2-speed motors, a variable frequency drive can be programmed to provide smoother acceleration and deceleration, and also can be programmed to add in additional speed points. For example, on a 2-speed motor with speeds of 40 fpm and 120 fpm, an additional control could be added to allow for a median speed of 80 fpm, or you could slow it down even more by adding in a 10 fpm control.
On high-end VFD systems, there may be as many as 200-300 programmable control parameters used to dial in the controls for the bridge, trolley, hoist, and hook. A VFD can provide performance similar to DC controls, but with a single-speed motor. Variable frequency drives allow for acceleration and deceleration to be programmed similar to the feel of a Soft Start device. But, because the VFD controls both the voltage and frequency sent to the motor, the risk of overheating is eliminated for Class D, Class, E, and Class F high-use process cranes.
On high-speed crane systems, the speed controls can be programmed to run the bridge and hoist down the runway at 300 fpm and with the flip of a switch, reduce that speed down to 50 fpm in a controlled manner, as the bridge approaches the end of the runway or a pick point.
Reduced Wear on the Brakes
If you ask any Maintenance Manager at a high-output production facility, the single greatest benefit of a variable frequency drive is that it eliminates or greatly minimizes brake wear. On cranes without VFDs, every time you let go of the button, mechanical brakes kick in to slow and stop the motion of the crane. This wears down the brakes over time, and in high-use crane systems, the brakes may need to be replaced every few months, or even every few weeks, due to mechanical wear.
With a VFD system, once the button that controls the forward or reverse motion is released, the VFD controls the deceleration of the crane and slows and stops the crane in a controlled manner. Now, the brakes are primarily being used as a parking brake to hold the crane in place when it’s not in motion. This greatly enhances the service life of the brakes and reduces costly equipment downtime.
Adjustable Acceleration and Deceleration Times
On crane systems not equipped with VFDs, the stops and starts of the bridge and trolley are much more abrupt. Over time, these abrupt movements can cause excessive stress and wear to the following components:
- Drivetrain—including couplings, keyways, and gearboxes
- Trolley, end trucks, and wheels
- Runway beams and structural supports
- Wire rope or chain used to support the load
A VFD allows you to fine-tune the amount of time it takes for the bridge or trolley to get up to desired speed and the amount of time it takes to slow down to a complete stop—greatly reducing stresses on the crane components and also helping to prevent load swing.
Precise Load Positioning
With a variable frequency drive, the bridge, trolley, and hoist can be programmed anywhere within a 40:1 speed ratio. For delicate loads, or loads that need to be very precisely positioned, the operator can nudge the bridge or hook along its path of travel in a very slow and controlled manner.
The operator can run the load down the runway at higher speeds, and as it approaches the end of its travel, he can flip a switch that’s programmed to slow the crane down to a predetermined speed—say 10% of the top operating speed, for example—as he fine-tunes the final positioning of the load.
Load Limiting
The drive system can be programmed to detect hoist overload conditions—halting the upward lifting motion if it detects that the hook load is reaching or exceeding a predetermined load limit. These can replace load cells in most applications.
Torque limiting can also be used to prevent the crane from performing a lift that could overload the motor and cause mechanical fatigue.
Fault Codes and Diagnostics
Software and hardware is available to allow operators, maintenance/production personnel, and even remote third-parties to program, monitor, and troubleshoot the drive systems. One crane or multiple cranes can be set up for monitoring and diagnostics related to the drive parameters and drive status.
In the event of a problem, an alert with diagnostic information can be sent to a remote technician or even directly to the operator’s transmitter. In most cases, maintenance workers can diagnose and reset the fault without having to climb up on scaffolding or get into a lift to access the crane. If they do have to get up in the air to work on the crane, they at least have an idea of what the problem is and can be prepared with the right tools and parts to perform the repair or adjustment.
Other diagnostics information that can be provided include: number of drives, number of cycles, and routine or preventative maintenance alerts based on the usage of the crane.
What are the Disadvantages of Using Variable Frequency Drives?

Most operators who have transitioned from contactor-controlled cranes to a new variable frequency drive system will tell you that there is an adjustment period. Overall, it can take weeks to even a few months to get used to the new operating characteristics of the crane.
On a contactor system, the operator is used to letting off of a button and the crane stops within a few feet. With a VFD, the crane may continue to travel another 5-10 feet after the operator lets off of the button. This is caused by deceleration time that’s built in to prevent torque on the drivetrain components and prevent load sway.
Luckily, variable frequency drives provide the user with every opportunity to operate the crane safely, improve performance, and reduce maintenance and wear. After the system has been installed, a technician can fine-tune the controls based on the operator’s preferences to try and get a similar feel to their old style controls, but still prevent excessive torque and abuse of the drivetrain.
The installers or service techs can also provide training to in-house maintenance personnel on how to use the keypads to adjust or program the parameters of the drives and also train them on how to interpret and diagnose problems with the equipment using fault codes.
Want to Upgrade to a Variable Frequency Drive? Here’s What You Need to Know
A crane service company will need to know the following information to be able to properly quote and specify the right type of variable frequency drive system, as well as help get the controls tuned to your liking:
- Type of motor being controlled – Will you be controlling a single or 2-speed motor? Is it a wound rotor motor or a DC motor?
- Actual amperage of the motors – The variable frequency drive will need to be designed around the amperage of the different motors it will be controlling, not necessarily the Horsepower.
- Duty cycle – Selecting the right VFD depends on a true understanding of the duty cycle of the crane—including load and usage requirements. Do you foresee any production or lifting requirements changing down the road? Make sure you future-proof your investment.
- Hoist design/headroom – Can the hoist accommodate an encoder? Is there enough overhead room to accommodate the encoder?
- Have an open mind – Make sure that your operators, maintenance, and production personnel have an open mind to the new features and technologies. There may be a period of adjustment to get used to the way the new system handles, but in the long-run, it will cut down on major wear and maintenance requirements—resulting in less equipment downtime.
- Communicate effectively with the installer or your maintenance team – After installation, one of the hardest parts can be communicating what is different about the new system to the person who is programming and dialing in the controls system. Don’t just say, “Well, it’s faster.” Make sure you specify what exactly is different. Is the top speed faster? Is the acceleration faster? Is the load speed faster? If you can communicate what you’re actually looking for, and what change is needed, the system can be dialed in for optimal performance.
At Mazzella, we have an extensive team of Engineers and Service Technicians trained to inspect, repair, upgrade, or install any type of overhead crane system. One of our specialties is modernizing and upgrading overhead crane equipment. We pride ourselves on being able to increase the productivity and extend the investment of an overhead crane by providing new and more efficient hoists, electrification systems, controls, and state-of-the-art drive control packages.
If you’re interested in learning more about how you can increase your crane’s production and efficiency, while minimizing wear and equipment downtime, please contact us to speak with one of our Crane Specialists.
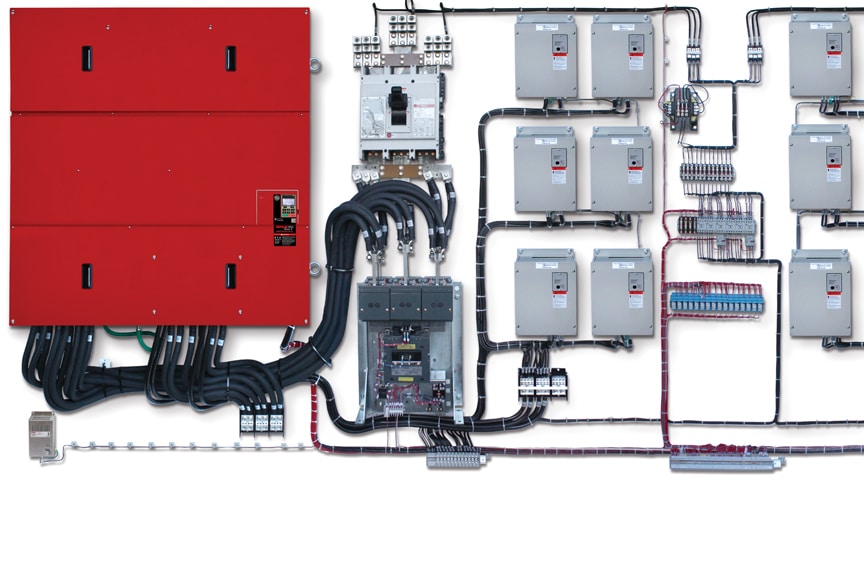
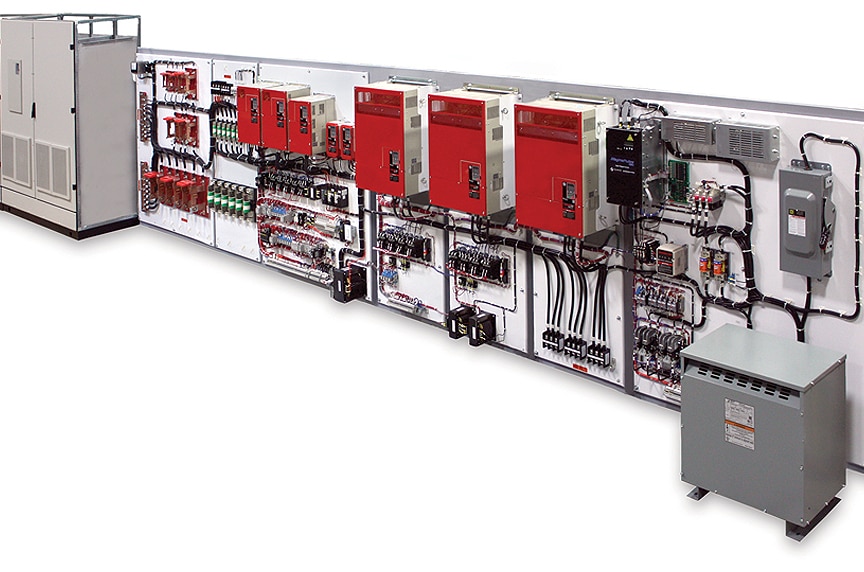
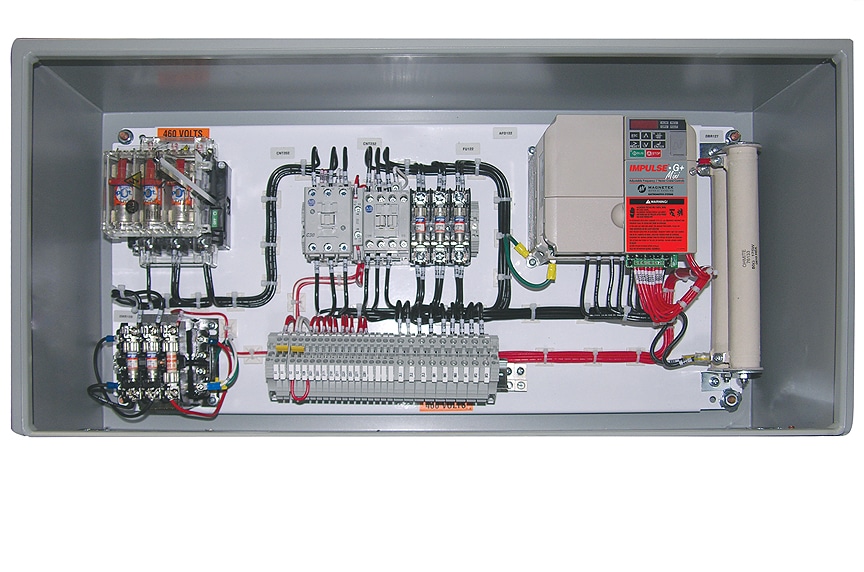
Images courtesy of Magnetek. Visit their website to learn more about their material handling control systems and solutions.
Copyright 2018. Mazzella Companies.